|
射出成形 <株式会社光産業 メイン事業>
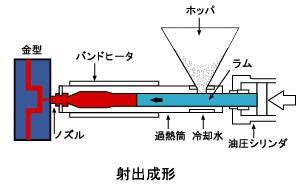
過熱溶融したプラスチック材料に圧力をかけて金型に押込み、冷却固化させた後に成形品を取出す製造方法です。
プラスチック成形の中で、最もポピュラーな技術で、寸法精度も高く大量生産が可能です。

射出成形の例
※タイトルをクリックで開閉します
モータードライブ成形

キャップなどに代表されるメネジ製品を、プラスチック成形で作る場合には、ねじ山が抜き方向の障害となるため、離型の際の工夫が必要となります。
過去には離型を人の手によって行っておりましたが、現在は金型の構造によって自動で成形する事が可能となっております。
光産業では、移管型でも半自動から自動落下への金型修正が可能ですので、大幅なコストダウンが見込めます。お困りの際はぜひご相談ください。
インサート成形

製品を成形する際に、あらかじめ金型内に金具などを挿入して成形する方法をインサート成形といいます。
ネジなどを高トルクで締め付けたい場合や、製品の据付部などには強度が必要となるため、金属を入れて成形します。
この成形方法では、プラスチックと金属の熱膨張率が異なるために収縮時にプラスチックと金具の間に隙間が生じる場合があります。光産業では電子筐体・機構部品・車載品など多くのお客様に金具一体品を納めており、インサート品に関しても多くのノウハウを持っております。
アンダーカット処理

プラスチック製品で、製品の離型方向の障害となる物がある場合には、アンダーカット部などを離型前に逃がすスライド構造で離型します。成形はごく一般的な工程で行いますが、金型に摺動部があるためメンテナンスを怠るとかじりが発生し、金型を破損する恐れがあります。
光産業では、デリケートな金型に対して定期的な分解清掃を行っており、お客様の大切な資産を長く安全に管理いたします。
2次加工
 プラスチック溶着・シルク印刷・パット印刷など
各種二次加工も承ります。
プラスチック溶着・シルク印刷・パット印刷など
各種二次加工も承ります。
協力工場もあり、幅広い加工をお請けすることができます。右の写真はシルク印刷機x3台(協力工場) です。
| 加工用機械の例 |
 |
 |
 |
| パット印刷機x2台(協力工場) | 超音波ウェルダー(1200W) | 超音波ウェルダー(600W) |
| シルク印刷 前・後 |
 |
 |
| 溶着 前・後 |
 |
 |
| 未完成・完成 |
 |
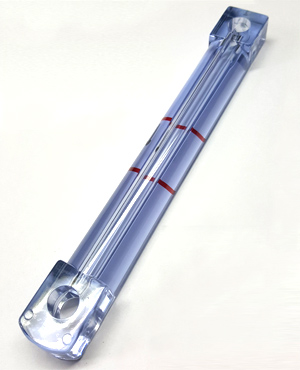
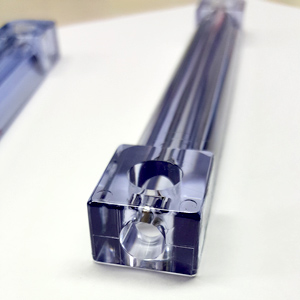
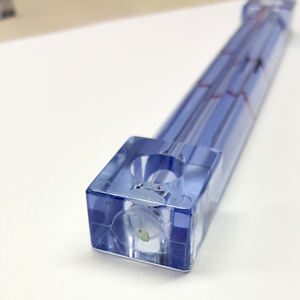
写真の製品は液面計といわれる部品です。
中央の流路には液体が通るため、完全防水が求められており、超音波溶着にて完全密閉します。
また、液面を確認しやすくするために背面には2色のシルク印刷をかけております。
本体材質も透明ナイロンという特殊な樹脂であるため、汎用樹脂とは違ったノウハウが求められます。